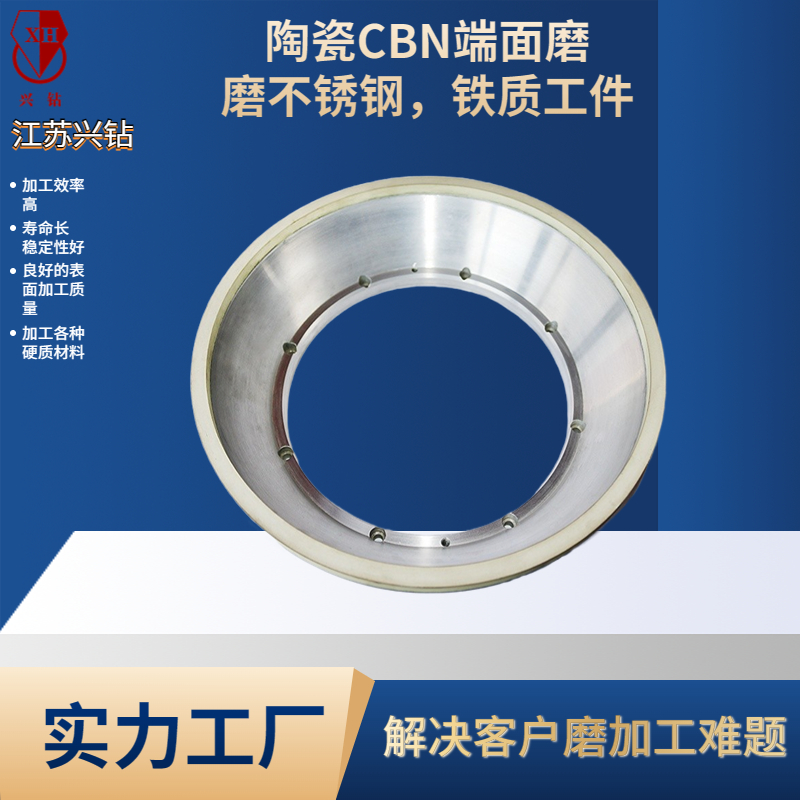
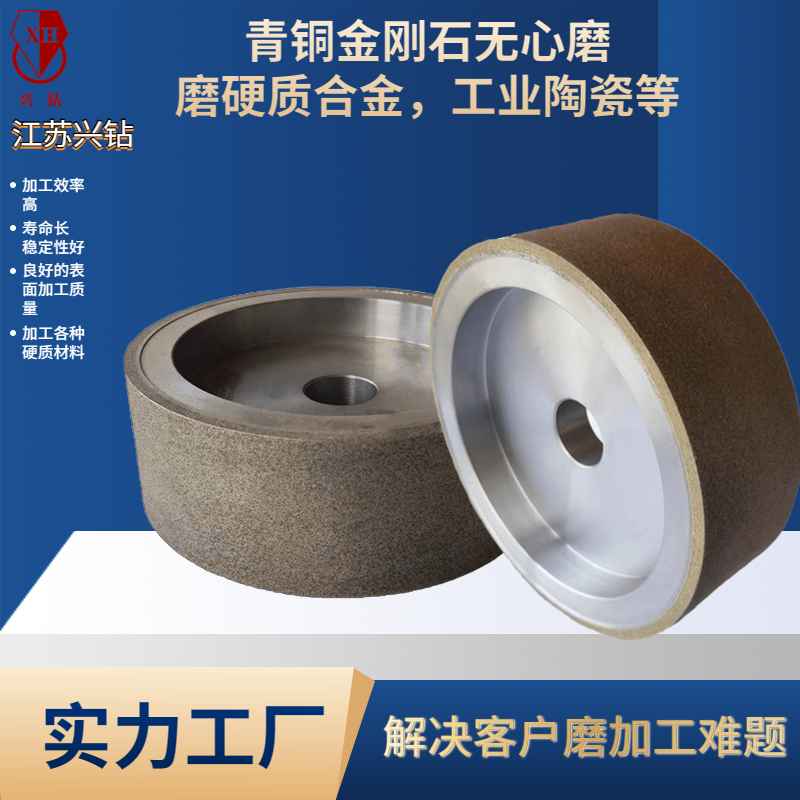
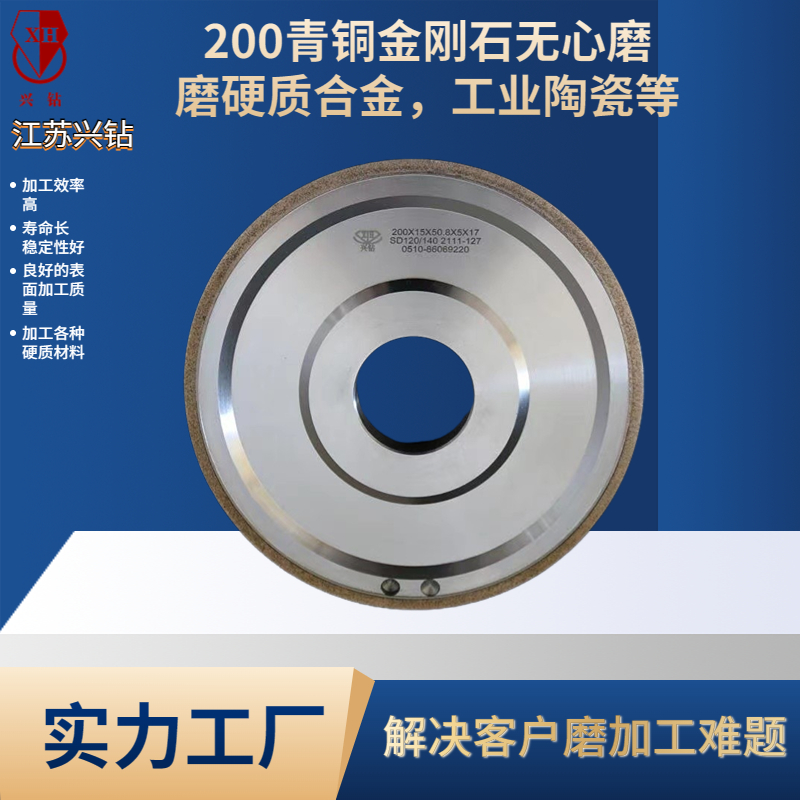
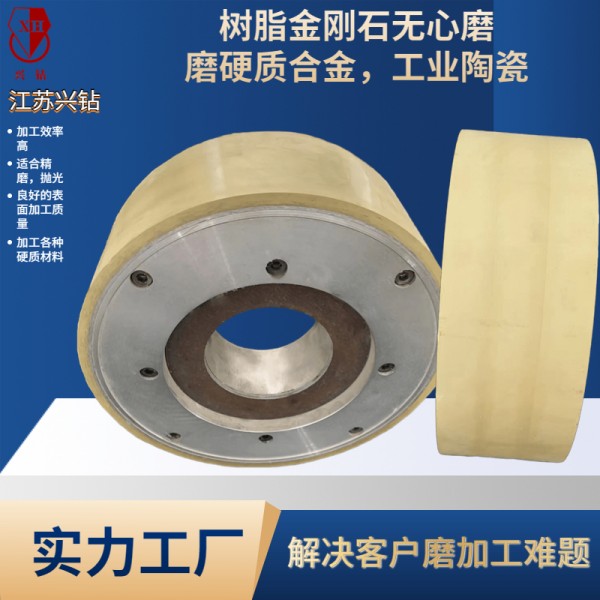
早在上世�U?0�q�代日本研究者研�I�了陶瓷�l�合剂金刚石砂轮高效高精���削�Ӟ��砂轮���度、磨�_�要求等选择要求。研�I�Na2O-B2O3-SiO2为基本成分的���硅酸盐�ȝ��体系�l�合剂的���硬材料砂轮的磨削性能;陶瓷�l�合剂的配方主要以化学成份进行配。其�ơ说的陶瓷可能是增韧的切削用陶瓷材料�Q�一般说�?w��i)脂金刚��x��长磨削硬脆材料,但是���而韧的材料磨削时�Ҏ(gu��)����L(f��ng)���Q�树(w��i)脂不耐热的,��D�����削效率和砂轮寿命都不好�Q�综上,应该选择陶瓷�l�合剂的金刚石砂轮也叫陶瓷金刚石砂轮�Q�陶��L(f��ng)��耐热�Q�砂轮寿命。陶��L(f��ng)��合剂金刚石砂轮磨削时�Q�具有以下特点;�? ���削效率高、磨削过�E�中不易发热和堵塞;�? ��h��很高的耐磨性:砂轮的耐磨性高�Q�磨�_�消耗少�Q�特别是在磨很硬又很脆的工�g时最明显�Q�◆ ���削力小�Q�磨削温度低�Q�◆ ���。主要分为:陶瓷砂轮�Q�碳化硅、棕刚玉、白刚玉�{�)和陶瓯������砂轮(陶瓷�l�合剂金刚石砂轮和陶��L(f��ng)��合剂CBN砂轮�Q�两大类。硬质合金铣刀的槽一�?MM左右�Q�用陶瓷�l�合剂强力开槽砂轮现在替代进口也是趋�ѝ��CNC工具���床��h��卓越的稳定性与灉|��性,寚w��刚石砂轮的要求也非常规金刚石砂轮可以辑ֈ��Q�强力开槽砂轮要求切削量辑ֈ�4-5mm甚至7-8mm�Q?!/正文内容!>